



Як професійний виробник, Bordersun хоче надати вам високоякісний процес швидкого прототипування металу. І ми запропонуємо вам найкраще післяпродажне обслуговування та своєчасну доставку.
Процес швидкого прототипування металу
Швидке створення металевих прототипів, також відоме як швидке створення металевих прототипів або швидке створення прототипів металевих частин, відноситься до процесу швидкого та ефективного виготовлення металевих прототипів за допомогою технологій адитивного виробництва. Ці технології дозволяють створювати складні геометрії та функціональні металеві деталі без необхідності традиційних процесів механічної обробки чи інструментів.
Існує кілька доступних процесів швидкого прототипування металу, кожен із яких має свої переваги та міркування. Ось кілька поширених методів:
1.Пряме лазерне спікання металу (DMLS): DMLS використовує високопотужний лазер для вибіркового сплавлення частинок металевого порошку, шар за шаром, для створення потрібної металевої деталі. Він пропонує високу точність, хорошу обробку поверхні та здатність створювати складні форми. Матеріали, які зазвичай використовуються в DMLS, включають нержавіючу сталь, титан, алюміній і кобальт-хром.
2. Вибіркове лазерне плавлення (SLM): SLM подібне до DMLS, але передбачає повне плавлення металевого порошку, а не його спікання. Це призводить до більш щільної деталі з покращеними механічними властивостями. SLM часто використовується з такими матеріалами, як сплави титану, алюмінію та нікелю.
3. Електронно-променеве плавлення (EBM): EBM використовує електронний промінь для плавлення металевого порошку та створення потрібної деталі. Він забезпечує високу швидкість виготовлення та може обробляти такі матеріали, як титан і кобальт-хром. EBM особливо підходить для великих деталей.
4. Струменеве сполучне: у цьому процесі рідке сполучне вибірково наноситься на шари металевого порошку, з’єднуючи їх разом. Після того, як деталь повністю надрукована, вона проходить вторинний процес, такий як спікання або інфільтрація, для досягнення остаточної міцності. Струменеве сполучне можна використовувати з різними металами, включаючи нержавіючу сталь, бронзу та інструментальну сталь.
Прототип обробки алюмінію з ЧПУ
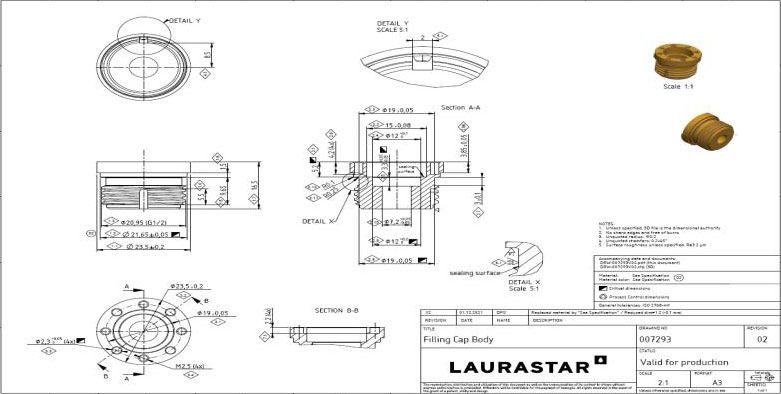
Завдяки низькій щільності, легкій вазі, високій жорсткості та легкості обробки алюміній стає основним матеріалом для виготовлення високоточних деталей, пристосувань і пристосувань. Алюмінієвий прототип обробки з ЧПУ широко використовується для ручної моделі в галузі аерокосмічної, авіаційної, автомобільної, медичної та побутової техніки.

Стандартний допуск розміру прототипу алюмінію з ЧПУ становить ±0,1 мм. Якщо замовникам потрібен допуск менше 0,1 мм, необхідно надати 2D-файли у форматі PDF, DWG або DXF. Щоб переконатися, що отриманий вами прототип має точні розміри та точність, Bordersun надасть повномасштабні звіти про вимірювання для 10 частин прототипу.
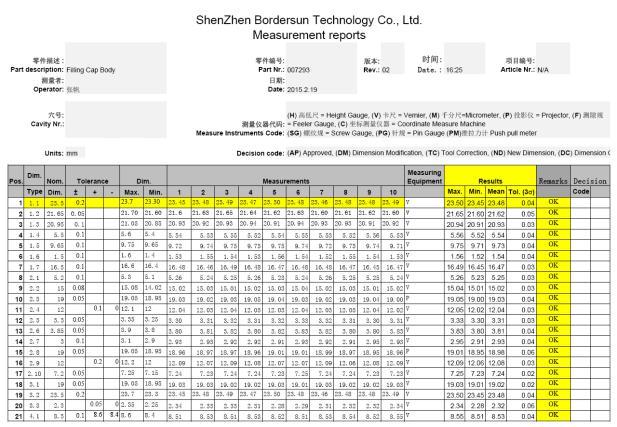
(Звіт про вимірювання) (4-2)
З відповідним електролітом, певним процесом і електричним струмом на поверхні алюмінієвого сплаву утворюється плівка окислення. Плівка захисно-декоративна. Анодно-окислювальна обробка поверхні алюмінієвого прототипу з ЧПУ є достатньою, і можна зробити будь-який колір.

Після окисленого фарбування алюмінієвий прототип з ЧПУ потрібно запечатати. Герметизація мікропори, щоб молекула барвника не витікала, і можна було захистити функцію та декоративність поверхні. Через відсутність колориметра невелика майстерня робить візуальне судження, порівнюючи Pantone, що може призвести до помилки та незадоволення клієнтів. Основна причина полягає в тому, що абразивне очищення не розподіляється рівномірно, і це призводить до двох різних поверхонь після анодного окислення.








